




FAQ
- Do the coatings require finish machining or grinding?
- Is a drying or curing period required after the coating is applied?
- What are the major market sectors?
- What other applications are there?
- Isn’t thermal spraying (metal spraying), used mainly for building-up worn shaft journals?
- Are the coatings totally non-porous?
- What preparation is necessary?
- Is spraying a hot process?
- How does thermal spraying differ from plating?
- What materials can be thermally sprayed?
Do the coatings require finish machining or grinding?
This depends on user requirements and the desired surface finish. Some coatings can be ground and polished to a very high ‘mirror’ finish or simply machined or brushed. Very often, no finishing is necessary as the surface texture of the as-sprayed coating is beneficial in service providing for example, extra grip or reducing friction.
Is a drying or curing period required after the coating is applied?
No. The molten or ‘plasticised’ sprayed particles freeze immediately upon impact with the substrate and do not require further time to develop their properties.
What are the major market sectors?
- Aero and industrial gas turbines.
- Aerostructures.
- Pumps.
- Automotive.
- Textile processing.
- Paper manufacturing.
- Engineered seal faces.
What other applications are there?
Anywhere an engineering surface property is required such as wear and abrasion resistance, electrical conductivity or insulation. Abradability and cavitation resistance can be achieved by the correct choice of thermally sprayed coatings.
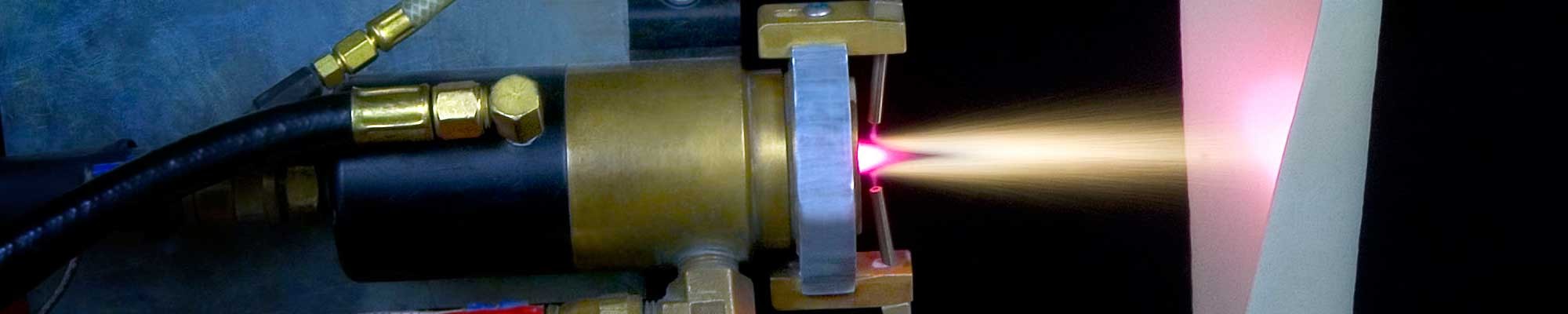
Isn’t thermal spraying (metal spraying), used mainly for building-up worn shaft journals?
Restoring the worn dimensions of machine element parts by flame spraying is certainly a widespread traditional practice but is now a small sector of the overall market for thermally sprayed coatings.
Are the coatings totally non-porous?
No, some porosity is present at various levels depending on the type of thermal spray process involved. Porosity can be beneficial as the pores hold oil or other lubricants which aids in-service lubricity thereby reducing friction. In other coatings, cross sectional metallography shows that certain metal and carbide coatings exhibit negligible porosity.
What preparation is necessary?
Surfaces must be clean, dry and free of oil and grease. Blasting with appropriate grit is undertaken to provide a roughened mechanical key before the coating is applied. This surface preparation, allied to modern powder and wire formulations, results in very high bond strength coatings applied to ferrous and ferrous alloy substrates.
Is spraying a hot process?
No. Parts being sprayed do not generally rise above a temperature of 150°C. If the component being sprayed has a large mass, i.e. heat sink, then its temperature will remain much lower than this. However, special hardfacing sprayed coatings known as self-fluxing alloys are sprayed and then furnace heat treated at elevated temperatures to diffusion bond the coating to the substrate.
How does thermal spraying differ from plating?
Spraying is a line-of-sight process so it cannot penetrate into inaccessible internal areas in the same way that plating can. However, sprayed coatings can be applied to much greater thicknesses of up to several millimetres. In addition, the use of dangerous and environmentally threatening chemical plating solutions with all the associated problems of safe disposal are avoided.
What materials can be thermally sprayed?
Any material that passes through a melting phase when heated. This includes metals, metal alloys, carbides, ceramics & some plastics materials that go from solid to a gaseous phase when heated, e.g. wood cannot be sprayed.